





Turbine Motors work by harnessing the energy of a continuous flow of steam which passes through them. More specifically, drilling fluid travelling down the drillstem is deflected by the blades of a stator which is connected to the housing. This deflected fluid then flows over the blades of a rotor, which causes the drive shaft itself to rotate. The blades of both the rotor and stator are configured in the same way as a standard ventilation fan, but with the blades positioned in reverse. This is because a fan is designed to propel air outwards with a motor, whereas a turbine requires an input of air or liquid to turn its motor.
Mud or drilling fluid is pumped down the drillstring from the surface, until it enters the power section of the turbine. It then comes into contact with the stator blades, which cannot move since they are fixed to the turbine housing. The fluid’s momentum is therefore redirected to the rotor blades. This then moves the drive shaft to the drill bit, causing it to rotate. When the rotor blades perform their exit turns, the liquid is then directed into the next rotor/stator stage. Each turbine may include up to 400 of these stages, although a more typical figure is 100-250. Every stage will transmit the same amount of torque to the drive shaft, and uses up an equal amount of the total energy.

Figure 1 – Components of Turbine Motors, (oilandgasproductnews.com, 2015)
Components
To know how a turbine works, one needs to understand its basic components found in a typical turbine-type downhole hydraulic motor.
Circulating Sub

Figure 2 – Circulating Sub for Turbine Motors
The first part is the circulating sub (figure 2). This enables drilling fluid to by-pass the power section of the turbine itself when output is not needed. This might be of use in, for example, a well control situation, where fluid circulation is needed without bit rotation. In order to actuate the circulating sub, a “drop ball” made from either plastic or metal will be inserted into the drillstem at the surface. This will then be pumped down the string until it comes to rest on an internal sleeve, which will be kept in place through the use of shear pins. When the drop ball is on the sleeve, the fluid flow becomes restricted. This puts extra pressure on the ball, until it eventually shears the pins and pushes the sleeve further into the ID of the sub. This process serves to expose fluid communication ports, and means the drilling fluid can flow without going through the turbine at the bottom of the drillstring. Bit rotation is halted, and the operation requiring circulation may continue without adversely affecting the components of the turbine or drill bit. After the sub has been actuated, the turbine trust is tripped from the wellbore for deactivation at surface. Once the assembly has been returned to bottom, drilling may continue.
Power Section
This part of the turbine is made up of multiple rotor/stator stages, with one of each of these components per stage. The stator is made out of between 25 and 300 blades which are held in position by two rings as shown in Figure 3. The inner ring encloses the drive shaft, which can still spin freely, while the skirt is attached to the motor section itself. Remaining stationary, the stator blades direct drilling fluid onto opposing rotor blades at the right angle to convert the motion of the fluid into a rotary motion which is then transmitted to the drive shaft.

Figure 3 – Turbine Stage Components, rotor&stator
The blades of the rotor are also held in place by two concentric rings. The hub ring is fixed to the drive shaft, while the outer ring is left free to rotate within the ID of the housing. This outer ring collects and directs the drilling fluid onwards towards the stator of the following stage. While the mud flows, the housing of the power section stays stationary, and the drive shaft, along with the rotors, may spin effectively.
In order to make the components of the power section last as long as possible, and to minimize friction, the blade angles relative to the cross-sectional axis should be raised alongside the flow rate. The resulting increase in the inlet and outlet angles helps to cut axial stresses on the blades, but still allows for torque and rotation. Should the turbine be used for lower rates, then increasing the blade angles can help to maximize power output.
Since the stator serves to guides the drilling fluid onto the rotor, the downward vector force of the fluid is thus redirected- this force is what causes the rotor to rotate, and the rotor is what powers the drill shaft.
Bearing Section
Thrust bearing assemblies, which are illustrated in Figure 4, take on axial or vertical loads which are applied to the turbine. On the other hand, radial bearings serve to provide lateral support for any loads which may be a result of side-force application at the bit.
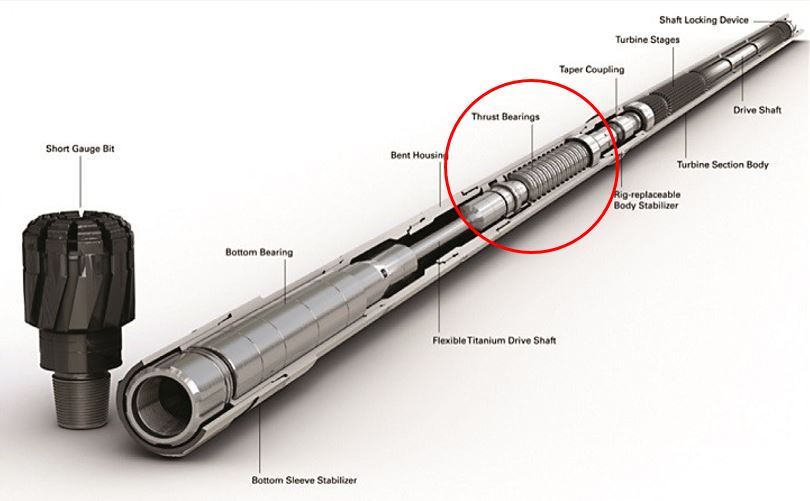
Figure 4 – Turbine Motor Trust Bearing (red circle), (oilandgasproductnews.com, 2015)
To lengthen tool life, special friction bearings are used. Fixed bearing disks are coated with an elastomer which is highly resistant to abrasion, and also to the effects of hydrocarbons. They can be used in many different circumstances. Given the high rotational speed of the rotors, heat is built up on the bearing surface. This results in a film which has a very low coefficient of friction.
In cases where the turbine is circulated off-bottom, there is a downward force caused by the weight of the rotor, and axial forces that are caused by the momentum of the drilling fluid. This is known as hydraulic thrust, and is similar to the thrust which is used by a rocket to achieve lift-off.
In a turbine, the moving drilling fluid develops momentum as it moves through the power chambers. This momentum depends on both the density of the fluid and its velocity; the latter is a function of flow rate and flow area. Higher fluid momentum means increased hydraulic thrust. If left to its own devices, the trust would eventually push the power section of the turbine out of its surrounding casing. Thrust bearings serve to counteract this force. The force will also be applied to parts in the power section, and in rare cases can even push the rotors and stators into collision, causing a large amount of damage and significantly reducing the lifespan of these parts.
It is vital that the right bit is chosen, because turbines usually develop extremely high rotational speeds. The weight-on-bit (WOB) range of the bit also needs to be taken into consideration. As the drilling assembly tags the bottom of the wellbore, the WOB starts to increase from a zero-pounds-force to the amount that the system will allow. This causes an upward force that works in opposition to the hydraulic thrust that the drilling fluid causes. As WOB and hydraulic thrust approach an equilibrium, the resultant force on the bearings is reduced. Ideally, the hydraulic thrust from the turbine should be equal to the applied WOB, as this will produce a balance in the bearings. If equilibrium is impossible, it is possible to attach a compression pre-load to the bearing in advance, so that less WOB is needed to reach an equilibrium.
Mechanical Characteristics of Turbine Motors
Figure 5 shows the theoretical relationship between Bit Speed (n), Torque (M), Pressure Drop (P), efficiency factor (K) and Mechanical Power (N) within a typical turbine. As a varying function of WOB, torque and bit speeds are inversely proportional. When the bit is off-bottom, the bit speed reaches a maximum known as Runaway Speed (Nr). This has a negative impact on the lifespan of bearings within the assembly, and should therefore be minimized if not avoided completely. When WOB increases, so too do the torque requirements of the bit/formation interface. Simultaneously, the bit speed will decrease in proportion. Should weight application carry on, it is possible for the torque requirements to exceed what the turbine is capable of; this will cause rotation to stop completely. This is known as “stall torque” (Ts), and should be avoided wherever possible. Pressure Drop (P) across the entirety of the turbine usually remains stable, and is not affected by changes in WOB.

Figure 5 – Mechanic Character of Turbine Motors, Simonyants, S. L. (2016, October 24)
Hydraulic thrust, a result of the hydraulic motor, needs to be explored in greater depth in order to fully understand it. While drilling fluid is flowing through the power section, all of these components, including rotor and stator blades as well as the bit itself, will cause a flow restriction. This leads to a slight pressure build-up in the drillstring, situated above the turbine. This back pressure will eventually stretch out the drill string, and the stress is something like that of an inflated balloon. This stress is then absorbed by the thrust bearings.
An on-bottom situation is only a worst-case scenario when it comes to the stresses which need to be absorbed. To prevent this, the amount of WOB utilized during drilling has to be as close as possible to the calculated hydraulic thrust. This ensures that stresses on the thrust bearings are balanced, and therefore keeps the downhole life of the hole assembly to its maximum amount.
The mechanical horsepower (H) output of the system is a result of both torque and bit speed. It can therefore be calculated using the equation:
H = (T×N)÷5252
Where H = Horsepower (mechanical)
T = Torque (ft-lhs)
N = bit speed (RPM)
5,252 is a unit conversion constant.
The maximum H can be achieved when T = Ts / 2 and when N = Nr / 2. This means that the optimum torque of a turbine is one half the stall torque, and the optimum speed is runaway speed. How much torque is produced is linked to the number of stages within the turbine- as the latter increases, so does the former.
Special Bits Used for Turbine Motors
Since turbine motors spin at high speed, diamond impregnated bits (Figure 6) are typically used. Diamond impregnated bits (impreg bits) are another design of fixed-cutter bits. These bits have diamond elements, which can be either natural diamond or synthetic diamond, mixed into a matrix body of the bits and the drilling mechanism for this bit is grinding. Diamond elements must be embedded into the matrix body because diamond is brittle. With support of a matrix around diamond elements, it helps absorb impact force generated while drilling so that diamond elements can effectively grind formations away. Diamond volume concentration can be about 5 – 30 % of the bit matrix volume.

Figure 6- Natural diamonds and Impregnated Bits, Intergas.com. (2018)
The impregnated bits are generally used to drill hard and highly abrasive formations such as well-cemented sandstone, limestone, carbonate and volcanic rocks. Since the diamond element is very small, the depth-of-cut (DOC) of this bit is very shallow. In order to improve the rate of penetration (ROP), it is required to drill with a very high rotation speed. Hence, the impregnated bits are used in conjunction with high speed displacement mud motors or turbine motors.
References
Inglis, T.A. (2010) Directional drilling. Dordrecht: Springer-Verlag New York.
Mitchell, R.F., Miska, S.Z. and Aadnoy, B.S. (2012) Fundamentals of drilling engineering. Richardson, TX: Society of Petroleum Engineers.
Short, J.J.A. (1993) Introduction to directional and horizontal drilling. Tulsa, OK: PennWell Books.
Technical, T., Astier, B., Baron, G., Boe, J.-C., Peuvedic, J.L.P. and French Oil & Gas Industry Association (1990) Directional drilling and deviation control technology. Paris: Editions
Oil & Gas Product News. (2018). Turbine drilling solution proves successful in hard Montney shale formations. [online] Available at: https://www.oilandgasproductnews.com/article/20954/turbine-drilling-solution-proves-successful-in-hard-montney-shale-formations [Accessed 2 May 2018].
Simonyants, S. L. (2016, October 24). Turbodrill and Screw Motor: Development Dialectics. Society of Petroleum Engineers. doi:10.2118/182147-MS
Scribd. (2018). Downhole Mud Motors – Directional Drilling Club | Bearing (Mechanical) | Transmission (Mechanics). [online] Available at: https://es.scribd.com/document/324565833/Downhole-Mud-Motors-Directional-Drilling-Club [Accessed 2 May 2018].
Halliburton.com. (2018). Turbine Drilling Motors – Halliburton. [online] Available at: http://www.halliburton.com/en-US/ps/sperry/drilling/directional-drilling/turbine-drilling.page [Accessed 2 May 2018].
Intergas.com. (2018). INTERGAS – Drilling, Production and Exploration. [online] Available at: http://www.intergas.com/en/ser_trepanos.html [Accessed 3 May 2018].
