





In the previous article, Common Problems and Complications During Well Kill Operation, it is about commons complications that can be possibly seen while performing well control operation. For this article, it will discuss other wellbore problems which are stuck pipe, surface pressure reaching to MAASP, lost of control and hydrate.

Stuck Pipe
During a well control operation, a stuck pipe can occur and this has the potential to lead to serious issues. Whenever the pipe is off bottom, the chances of the pipe getting stuck increases. Therefore, rotating the pipe should reduce the risk of this problem occurring. However, with the well shut it, it is impossible to rotate to minimize stuck pipe so the stuck pipe should be dealt after the well is properly secured.
Throughout well control operation, wellbore pressures will be high and this means the most common cause of a stuck pipe comes from differential sticking. However, this isn’t to say mechanical sticking can’t occur if the hole sloughs and packs-off after coming into contact with the influx fluids.
Operation can normally continue when the pipe is differentially stuck (with the bit on bottom) because the well can still be killed with circulation. Once the well is killed, then the pipe can be free safely later.
When the bit is off bottom and the pipe becomes differentially stuck, this is a more complicated scenario since it’s more difficult to reduce wellbore pressure; at that depth, it’s normally impossible to achieve a reduction by circulation. Although there may be opportunities to spot a freeing agent and free the pipe, volumetric control is the chosen method if the influx was swabbed in.
When the pipe is mechanically stuck, the pipe can be freed by spotting a freeing agent and working the pipe (by combining the two, the desired result is achievable!).
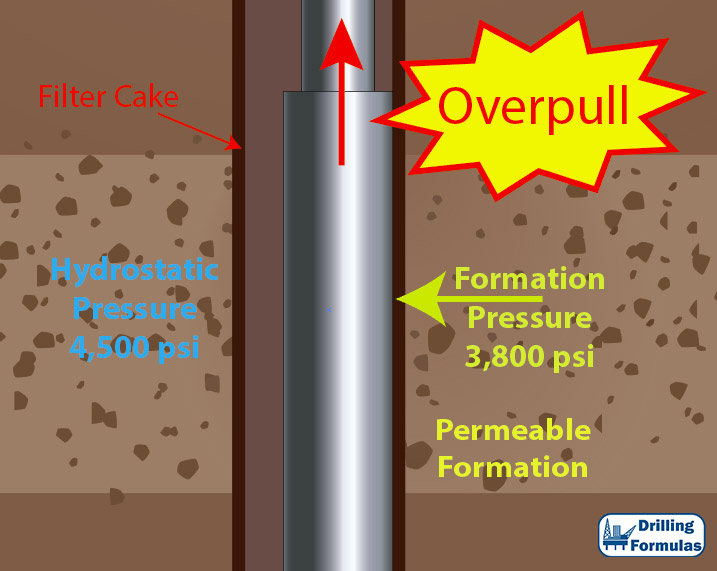
Figure 1 – Stuck Pipe due to Differential Sticking
Surface Pressure Approach to the Maximum Allowable Annular Surface Pressure (MAASP)
Maximum Allowable Annular Surface Pressure (MAASP) is the maximum annular pressure which will cause formation break down. MAASP can be in a static condition and a dynamic condition (circulating).
At the static condition, MAASP’s equation is listed below;
MAASP, psi = (Leak Off Test pressure, ppg – current mud weight, ppg) x 0.052 x Casing shoe TVD, ft
At the dynamic condition, due to friction pressure in the annulus while circulating, it is very difficult to calculate an accurate MAASP therefore it is not recommended to determine the dynamic MAASP while circulating the kick out of the well. Furthermore, you should NOT use MASSP at the static condition while circulating. For example, you determine the static MAASP of 1,000 psi and while circulating, casing pressure can go more than 1000 psi. If you try to lower the casing pressure down by misleading the interpretation of this value, the additional kick will go into the well and finally it will make the well control situation even worse.
During a well control operation, MAASP no longer needs to be considered once the top of an influx is displaced (once it moves past and then above the openhole weak point). When surface pressures exceed MAASP, there are options if the downhole pressures are caused by a kick below the openhole weak point. For example, the bottomhole pressure can be maintained at, or slightly higher than, the kick zone pore pressure.
When the openhole weak point is over-pressured, there are many consequences to assess considering the following factors;
- Cement job’s quality
- Casing shoe’s depth
- The extent of the over-pressure in the openhole weak point
- Characteristics of the openhole weak point
- The period of time for which the openhole weak point will be over-pressured
- The risk of broaching around the casing
- All applicable safety factors in the MAASP calculation
When the formation is underbalanced, there are different consequences to assess considering the following factors;
- Kick zone’s permeability
- Type of kick zone fluid
- Period of time for which the kick zone will be underbalanced
- Degree of underbalance
Only once these factors have been considered can the appropriate course of action be chosen. This being said, underbalancing should only ever occur in a kick zone in exceptional circumstances; one example would be when the zone has low permeability. After shutting in a well that has kicked, the rate of pressure build can be used to assess the situation fully.
Loss of Control
When a loss of control is experienced during a well control operation, this is normally a result of exposed formations or excessive loading of pressure control equipment. However, some incidents in the past have noted equipment failure where pressures are significantly lower than rated values.
How can it be happened?
Lack of proper maintenance, corrosion, and faulty manufacture are common causes. When exposed to corrosive fluids, including H2S, high-pressure equipment is known to be more susceptible than most to failure.
Unfortunately, there aren’t necessarily specific procedures to follow when a loss of control is experienced. This being said, we must note that personnel safety should always be the priority when taking action.
Hydrates
In the past, many have compared natural gas hydrates to snow in terms of appearance. Containing chemical compounds of liquid water and light hydrocarbons, they normally form at certain conditions (pressure) when the temperature is higher than water’s freezing point. When high gas velocities are present, the formation process speeds up; this is also true with a downstream of a choke and at elbows (causing mixing in hydrocarbon components), pressure pulsations, and various other agitations.
Gas hydrates during well control operations can cause numerous issues, including;
- At and downstream of the restriction or choke, there could be a plugging of surface lines. When low pressure equipment, such as a gas vent line or poorboy separator, experience high gas flow rates, the danger increases somewhat. With these conditions present, the formation of hydrate plugs can quickly overpressure (well control equipment with low pressure).
- The wellbore annuli can be sealed and the drillstring immobilised when subsea choke/kill lines are plugged and therefore subsea BOPs are unable to be opened or closed. Previously, incidents have been recorded with subsea stacks at a depth of 1,150 feet (and more!).
- Temperature, gas composition, liquid content, and pressure are the four main factors determining the potential for hydrate formation. Using Figure 2, the formation of hydrates can be predicted and the conditions for such an occurrence can include cold-water environments (at a subsea stack).

Figure 2 – Temperature at which Gas Hydrates will freeze (Katz)
Meanwhile, the temperature decrease associated with a pressure drop can be predicted using Figure 2. If we use a choke as an example, gas could be at 3,000psi and 90 degrees Fahrenheit. If this gas was choked to 1,800 psi, temperature decrease could be expected to reach 55 degrees Fahrenheit. Therefore, we can expect hydrate formation.
To fight against hydrates, the following techniques can be useful;
Antifreeze – Firstly, antifreeze agents can be injected into the gas flow and this includes methanol. By dissolving liquid water deposits, the idea is to reduce the temperature at which hydrates form. During well testing operations, methanol is commonly injected at the subsea test tree from a floating rig.
How is it achieved?
The choke manifold is considered the best place to inject methanol at the surface (as long as it’s injected upstream of the choke). Many Texstream chemical injection pumps that have a high pressure, are suited towards this particular application.
Heating – After antifreeze, gas well testing operations will normally have a steam exchanger. To prevent the formation of hydrates, this is seen as the most effective solution (as well as being reliable!). Rather than choosing one of these first two options alone, best results are seen when they’re combined.
Line Pressure – Finally, the hydrates can be melted when line pressure is reduced. Compared to the first two options, this one is very much a temporary measure and one that isn’t always practical. Unfortunately, a large chunk of time is required for the line to clear after hydrates have formed.
To deal with hydrates, adequate contingency needs to be provided along the above lines; this is particularly true when there’s a potential that a hydrate formation exists. In addition to this, subsea water pressures and temperatures should be monitored at the surface if a gas kick is experienced.
References
Cormack, D. (2007). An introduction to well control calculations for drilling operations. 1st ed. Texas: Springer.
Crumpton, H. (2010). Well Control for Completions and Interventions. 1st ed. Texas: Gulf Publishing.
Grace, R. (2003). Blowout and well control handbook [recurso electrónico]. 1st ed. Paises Bajos: Gulf Professional Pub.
Grace, R. and Cudd, B. (1994). Advanced blowout & well control. 1st ed. Houston: Gulf Publishing Company.
Watson, D., Brittenham, T. and Moore, P. (2003). Advanced well control. 1st ed. Richardson, Tex.: Society of Petroleum Engineers.
Crain, R. (2015). Crain’s Petrophysical Handbook – Permafrost And Gas Hydrates. [online] Spec2000.net. Available at: https://www.spec2000.net/17-gashydrate.htm [Accessed 10 Jul. 2019].
Coleman, S. (2014). Learn about Maximum Surface Pressure in Well Control (MASP, MISICP and MAASP). [online] Available at: https://www.drillingformulas.com/learn-about-maximum-surface-pressure-in-well-control-masp-misicp-and-maasp/ [Accessed 10 Jul. 2019].
Coleman, S. (2011). Stuck Pipe Summary. [online] Drillingformulas.com. Available at: https://www.drillingformulas.com/stuck-pipe-summary/ [Accessed 10 Jul. 2019].
YouTube. (2019). Hydrates on Deepwater BOP Stack. [online] Available at: https://www.youtube.com/watch?v=GjcJ3iR0IFU [Accessed 10 Jul. 2019].

Check up the formular for MAASP. It is supposed to be this way: MAASP=(Max. Allowable Mud Weight – Current Mud Weight) 0.052*TVD of casing shoe.
As Max Allowable Mud Weight = Leak off test Mud Weight + (leak off Pressure)/0.052*Shoe TVD
Your formulas is not correct.
Dear sir
thank u very much for giving us good informations in the drilling scope
iam mud engineer , we facing many problems in the rig site during using the mud for drilling oil wells these problems that caused by drilling like drilling parametres, hole geometry , mud is ok but because we have no more informations about drilling , sometimes we stay in the development of awkward because of charge to drilling fluids, what i want to help me to understand how we can solve problems that related in drilling mistakes , i mean join drilling problems with mud problems.
thank u very much
KING REGARDS
ALI TAJOURI
Can you make a post regarding the negative test and its calculations
I appreciate this amazing website for real. YOU ARE THE BEST
Please can you share with us Negative Test Calculations
Please kindly develop spreadsheet for cementing job calculate